100% Covered Brazing Aluminum Guide
Brazing aluminum is more challenging than brazing other metals since the melting points of the base metal, and the filler is close. At the same time, brazing aluminum produces an oxide layer on the surface. Brazing has a widespread application in the manufacturing of aluminum heat exchangers, which need a leak-tight seam and joint in thin wall material. It’s especially appropriate in cases when aluminum parts to be joined are too thin or too small to be welded easily. Brazing aluminum can be an economic fabrication process. It depends on the presence of adequate conditions that make this brazing option preferable to other assembly solutions. Aluminum brazing alloys are employed to bring an all-aluminum structure with good corrosion resistance and great strength. The brazing temperature needed for aluminum brazing is determined by the melting points of the base metal and the brazing filler metal. You can use aluminum braze to repair holes, cracks, rivets, leaks, threads, broken ears, cast aluminum, fabricated aluminum, and cast iron quickly, easily, and sometimes stronger than new.
Brazing Aluminum Methods
The most common brazing processes used for aluminum include torch brazing, dip brazing, and furnace brazing. Regardless of the method, the brazing temperature must be tightly controlled to be successful.- Torch brazing uses of flux always, which is a chemically aggressive combination of chlorides and fluorides that melts at a temp just below the filler metal. Torch brazing of very thin or very fine structures is really difficult, because of the inability to evenly heat the parts;
- Dip brazing aluminum is performed in a molten salt bath containing the flux. The filler metal is produced around the braze joint, and the part is immersed into the bath. This technique is often applied for projects that demand multiple joints.
- Fluxless vacuum brazing skips the critical post braze cleaning phase that must support brazing when the flux is employed. Aluminum brazing flux is corrosive and could cause failure if it’s not thoroughly removed. Flux removal is carried out by soaking and rinsing in water or by chemical cleaning;
- Plus, aluminum may be furnace brazed in air using flux. It’s also possible to oven braze aluminum in a vacuum furnace without flux.
How to Braze Aluminum
Aluminum isn't only a versatile but also a wrought metal that has wide use in industry. Unlike welding, brazing doesn't need the metals to completely melt away, which is an excellent feature for many projects. Follow these 5 steps and learn how to braze aluminum successfully.Step #1 Preparation For this task, you’ll need some aluminum tubing, a propane torch, and aluminum brazing rods. Step #2 Cutting Aluminum is soft enough for cutting with standard woodworking saw blades. You’ll cut all pieces to length with a chop saw. Step #3 Chamfering Then, chamfer the edges to let a channel for a brazing material. Before brazing, it's imperative that's the aluminum is clean. Vise up the tubing and begin heating the aluminum using a propane torch. Step #4 Melting Aluminum will melt at 1,200 degrees F, but the brazing rod will melt at about 700 degrees F. The tubing will become hot enough for about 5 minutes. You’ll see that it’s warm enough when the rod begins to melt on contact.
Step #5 Brazing Rub the rod along the channel until it’s filled in and complete it off with extra heat. If the aluminum doesn’t get hot enough, the aluminum brazing rod won’t stick to the tubing and will clump up immediately. You need to repeat the process on all four sides of the tubing for a strong joint. And that’s all it takes to bond aluminum with brazing process.
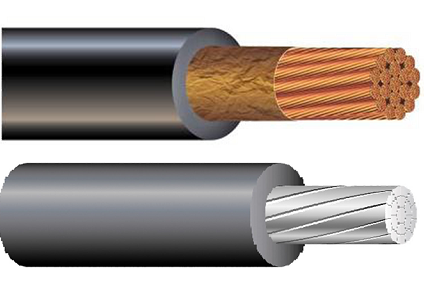
Brazing Aluminum to Copper
Even though it needs practice, brazing of aluminum to copper can be successful in employing a tightly controlled process. Aluminum to copper brazing is utilized by many companies for large scale production. The most suitable method to use when joining these two base metals is flame brazing, applying brazing alloy and a low-temperature melting flux. Even the process of brazing aluminum to copper in nature is related to the operation of brazing aluminum to steel, some steps must be taken to ensure a good quality braze joint.
- One of the most typical braze failure issues when joining aluminum to copper is related to heating the joint. If an improper technique is utilized and heating takes too long, excessive diffusion will occur at the brazed joint.
- Exaggerated time at the brazing temperature may also undermine corrosion resistance due to its metallurgical properties. It’s crucial to use proper brazing method, applying heat adjacent to the joint rather than on the joint, letting heat transfer through conduction, and removing the flame once the filler metal becomes liquid.
- You also need to consider when brazing aluminum to copper different melting points of each metal. Copper melts at 1985˚ F, while aluminum melts at 1220˚ F. Therefore, the flame should be directed onto the copper, due to its higher melting point;
- Anyhow, once heat transfer from the copper to aluminum allows the aluminum to reach 1220˚ F, the aluminum will very promptly reach the flow temp. This process is followed by the continued heat absorption heat by the copper and its transfer to the aluminum;
- So, it’s suggested that the flame should be removed from the copper once the aluminum starts to melt. Overheating of the aluminum will cause changing of its metallurgical characteristics.
Aluminum Brazing Procedures
Brazing efficiently employs capillary action and filler material to join two corresponding metals. Folks searching for common applications will be glad to know that aluminum brazing can help in repairing holes, cracks, and leaks. It differs from soldering by not using unnecessarily high temps, which might compromise the metal preferences. To join metals like aluminum, you’ll need proper brazing aluminum skills. Therefore, these next few procedures will help you to get the job done. Preparing The first tip will be to remove any type of impurities which might cause complications to the brazing process. The most common types of contaminants are oil, dirt, and grease. The best way to prevent these impurities is to use degreasing aqueous solution which will remove all type of dirt. But it if you have any heat-treated alloys of aluminum, then it’ll need a different kind of treatment. In that case, apply manual or chemical cleaning, which isn’t so complicated but can take some time. For this purpose, use sandpaper which will help you remove the oxides successfully. Fixtures They’re used to hold the fabrication in place during brazing. Surfaces with molten filler metal are quite "greasy," and the fixtures need to hold the form during heat-up. Anyhow, many things need to be considered, when choosing the right fixture for your project. You need to consider aluminum coefficient of thermal expansion. For example, aluminum expands much faster than many other metals. Therefore, it's important to prevent distortion of the heat exchanger at the final brazing temp. Filler A crucial aspect of the brazing process is to check whether the right filler metals are utilized. The most common materials used for aluminum brazing purposes are wires or shim stock. Now there are many techniques to get filler metal in between the base metals which you can use. But, it’s recommended to choose filler based on its overall purpose. Typical filler metals for brazing aluminum are aluminum-silicon alloys. If the flux is involved, then the silicon content is usually between 7 and 12%. If the flux isn't employed, like in a vacuum furnace, the silicon content is about 9%.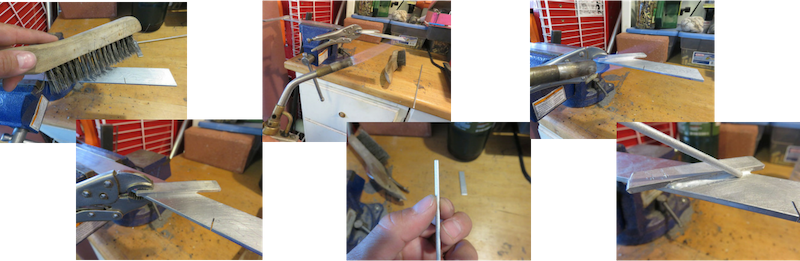
Flux Flux is critical to any brazing process, especially in aluminum brazing. So, you’ll need to pay extra caution while selecting the proper flux for the job. You’ll see that a most of flux combinations employed in aluminum brazing process will involve the fluorides and chlorides, which are usually in the form of powders. To get the excellent consistency of the flux, you’ll need to combine the powder with water, and it’ll be ready for use. After a flux is prepared, all you need to spray it or flow it on metals as well as brazing filler material. Don’t forget that some fluxes which are applied for furnace or torch brazing can be proactive, so be extra careful employing them since aluminum is really thin texture and may not react well on flux application. Heating The brazing process implements the application of heat and flowing of filler metals. The heat can be used on the entire body of aluminum, but it depends on the joint size.
Since the brazing process depends on the capillary action, the applying heat around the joint area should be the ideal option for this operation. Cleaning Cleaning of the brazed joints is essential and the last step in the brazing process. So, removing the flux should be your core focus, a goal that can be achieved by putting the brazed parts in the boiling water. Any acidic element will be eliminated by a thorough water rinse. You can also use the mixture of hydrofluoric acid and nitric acid in proper proportion to remove the flux and other impurities.